Nombre Parcourir:0 auteur:Éditeur du site publier Temps: 2026-07-13 origine:Propulsé








L’achat de tuyauterie industrielle pour les environnements à haute température et corrosifs nécessite le strict respect des normes internationales. Ne pas vérifier les spécifications avant de commander peut entraîner des pannes critiques du système. Vous pourriez être confronté à de sévères pénalités de non-conformité et subir d’énormes retards dans vos projets. Ce guide fournit aux responsables des achats et aux ingénieurs une liste de contrôle définitive. Nous expliquons comment évaluer les fournisseurs de manière efficace et précise. Vous apprendrez à garantir la conformité des produits, à vérifier l'exactitude dimensionnelle et à garantir la fiabilité de la chaîne d'approvisionnement. Notre champ d’application se concentre strictement sur les configurations austénitiques transparentes. Nous mettons en évidence les critères d’évaluation essentiels ainsi que les mesures de contrôle qualité vérifiables. L'évaluation d'un tuyau sans soudure en acier inoxydable ASTM A312 exige une grande diligence technique. En maîtrisant ces directives, vous protégez votre infrastructure critique des pannes matérielles prématurées. Vous naviguerez en toute confiance dans le processus d’approvisionnement et sécuriserez des systèmes de tuyauterie très robustes pour des applications exigeantes.
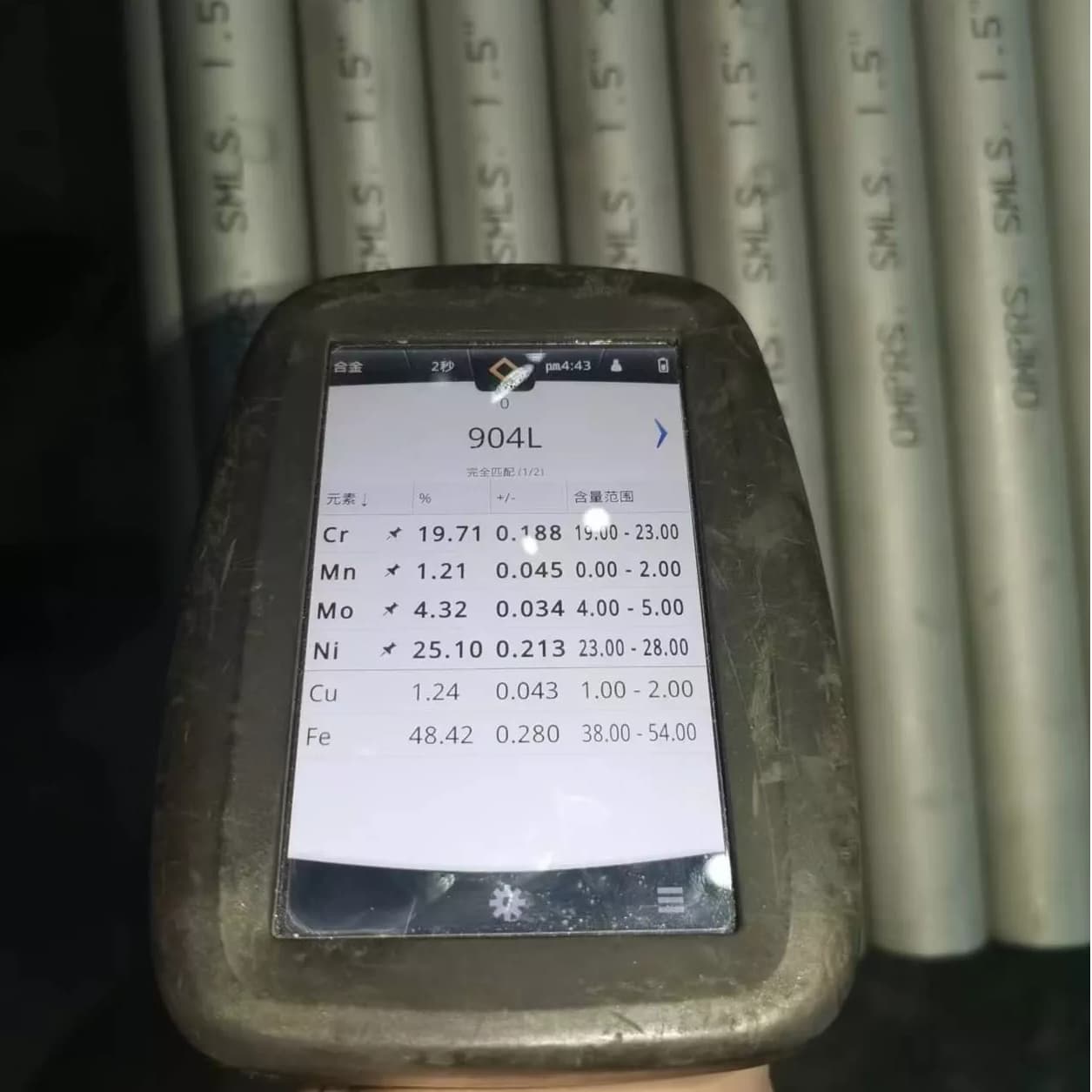
Les spécificités des nuances déterminent la durée de vie : les nuances standard 304/316L conviennent à un usage général, tandis que les environnements chimiques agressifs nécessitent une métallurgie spécialisée comme un tube sans soudure 904L..
La documentation n'est pas négociable : n'acceptez jamais une expédition sans un certificat d'essai en usine (MTC) EN 10204 3.1 ou 3.2 prouvant les essais hydrostatiques et non destructifs (CND).
La vérification des fournisseurs nécessite un alignement technique : évaluez les fabricants en fonction de l'approvisionnement en matières premières, de l'échelle des équipements de production et des garanties de tolérance explicites, et pas seulement du prix à la tonne.
Les acheteurs confondent souvent les exigences standard en matière de tuyauterie structurelle lors de l"approvisionnement. Ils commandent par erreur des tubes standards pour les systèmes de transport de fluides à haute température. Cette erreur fondamentale compromet des projets d’ingénierie entiers. Les tubes structurels ne disposent pas des protocoles de test nécessaires au confinement des fluides. Il faut faire la différence entre les qualités structurelles générales et les matériaux de transport dédiés.
ASTM A312 sert de spécification standard définitive. Il couvre les tuyaux austénitiques sans soudure, soudés et fortement écrouis. Ces composants gèrent des services corrosifs à haute température et généraux. La norme impose des limites strictes en matière de composition chimique. Il impose également des procédures de traitement thermique spécifiques. Ces procédés thermiques restaurent la résistance à la corrosion après fabrication. Vous devez vérifier ces exigences standard exactes avant de finaliser tout bon de commande.
Il existe une distinction cruciale entre les normes ASTM et ASME. L"American Society for Testing and Materials (ASTM) régit les propriétés générales des matériaux d"ingénierie. L"American Society of Mechanical Engineers (ASME) se concentre fortement sur les appareils sous pression. Les codes ASME réglementent la construction des chaudières et le confinement des fluides à haute pression. Les inspecteurs de systèmes s"appuient presque exclusivement sur les codes ASME pour les approbations de sécurité. Un tuyau uniquement ASTM pourrait échouer à un examen rigoureux par un inspecteur de chaudière.
Nous conseillons fortement aux acheteurs de demander des matériaux doublement certifiés. Vous devez spécifier un tuyau en acier inoxydable ASME SA312 pour garantir une conformité réglementaire plus large. La double certification prouve que le matériau répond à la fois aux exigences générales d’ingénierie et aux exigences des récipients sous pression. Cette stratégie simplifie les flux de travail d'approbation. Cela évite également des retards coûteux lors des inspections du système sur site. Les fabricants peuvent facilement fournir cette double désignation sur demande.
La composition chimique d’un tube sans soudure en acier inoxydable dicte directement ses performances. Elle régit la résistance à la corrosion intergranulaire et à la fatigue thermique. La sélection d’une mauvaise qualité accélère la dégradation du matériau. Vous devez adapter la métallurgie à l’environnement d’exploitation précis. Chaque type de fluide nécessite des considérations spécifiques en matière d'alliage.
Le grade 304 constitue le matériau de base le plus courant. Il offre d’excellentes performances pour le traitement chimique général. Il gère bien les produits chimiques organiques et les cycles thermiques modérés. Le grade 316 fournit une mise à niveau nécessaire pour les environnements plus difficiles. Il contient du molybdène ajouté. Cet élément augmente considérablement la résistance aux environnements chlorés. Vous devez sélectionner le 316 pour les applications côtières ou le transport de fluides salins.
Vous devez vérifier soigneusement la teneur en carbone de ces alliages. Les qualités standard contiennent des niveaux de carbone plus élevés. Une teneur élevée en carbone provoque une précipitation de carbure pendant les procédures de soudage. Ce phénomène est connu sous le nom de sensibilisation. La sensibilisation réduit considérablement la résistance à la corrosion localisée autour des joints de soudure. Nous vous recommandons de spécifier les qualités « L », comme 304L ou 316L. Le maximum de carbone inférieur empêche efficacement la sensibilisation. Il garantit l’intégrité à long terme de toutes les connexions soudées.
Certains environnements agressifs détruisent rapidement les nuances austénitiques standards. Les traitements chimiques sévères nécessitent des solutions spécialisées à haute teneur en alliages. Le tuyau sans soudure 904L (UNS N08904) offre cette mise à niveau nécessaire. Il contient des ajouts substantiels de cuivre, de nickel et de molybdène. Cette chimie unique offre une résistance exceptionnelle aux acides forts.
Les ingénieurs spécifient principalement le 904L pour les installations de traitement de l"acide sulfurique. Il excelle également dans la manipulation des acides phosphorique et acétique. Le standard 316L se dégrade rapidement dans ces conditions sévères. L’alliage 904L résiste sans effort aux piqûres et à la fissuration par corrosion sous contrainte. Il représente un choix très fiable pour le confinement chimique critique.
La mise en œuvre de solutions à forte teneur en alliages introduit des défis techniques spécifiques. Le soudage 904L nécessite des consommables hautement spécialisés. Vous ne pouvez pas utiliser de métaux d’apport standards. Les soudeurs doivent suivre des procédures thermiques strictement contrôlées. Ces exigences strictes augmentent les temps de travail. Vous devez prendre en compte ces procédures spécialisées dans votre planification d’installation. Une bonne exécution garantit la durée de vie de ces matériaux haut de gamme.
Une épaisseur de paroi incohérente crée de graves problèmes d’aménagement pendant la construction. Les variations du diamètre extérieur empêchent un alignement correct avant le soudage. Ces défauts dimensionnels ralentissent considérablement les équipes de soudage. Les dépenses de main-d"œuvre augmentent de façon exponentielle lorsque les tuyauteurs ont du mal à aligner les joints. Un mauvais alignement risque également une défaillance articulaire catastrophique sous haute pression. Un contrôle dimensionnel précis reste absolument essentiel.
Le cadre de dimensionnement s"appuie sur une terminologie spécifique au secteur. La taille nominale du tuyau (NPS) désigne la capacité approximative. Il ne représente pas le diamètre extérieur (OD) exact pour les tuyaux plus petits. L"épaisseur des parois est classée selon les évaluations du calendrier. Les évaluations courantes incluent Sch 10S, 40S et 80S. Un numéro de programme plus élevé dicte un mur plus épais. Les parois plus épaisses résistent naturellement en toute sécurité à des pressions internes plus élevées.
Horaire (Sch) | Épaisseur relative de la paroi | Environnement d"application principal | Capacité nominale de pression |
|---|---|---|---|
École 10S | Léger / Fin | Transfert de fluide basse pression | Faible à modéré |
Sch 40S | Standard / Moyen | Traitement chimique général | Modéré à élevé |
Sch 80S | Lourd/épais | Confinement haute pression | Très élevé |
Vous devez vérifier activement les tolérances de fabrication avant d’accepter les livraisons. ASTM A999 sert de norme d"exigences générales. Il spécifie les variations autorisées pour tous les produits A312. Les fabricants doivent respecter strictement ces limites définies. Les variations du diamètre extérieur doivent rester dans des fenêtres très étroites. Les tolérances standard d’épaisseur de paroi permettent une variation de +/- 12,5 %. Cependant, vous pouvez négocier des tolérances plus strictes pour les applications critiques de soudage automatisé. Vous devez également vérifier les variations de poids et de longueur de coupe.
Plage NPS (pouces) | Tolérance OD (supérieure) | Tolérance OD (inférieure) |
|---|---|---|
1/8 à 1-1/2 | + 1/64 po (0,4 mm) | - 1/32 po (0,8 mm) |
Plus de 1-1/2 à 4 | + 1/32 po (0,8 mm) | - 1/32 po (0,8 mm) |
Plus de 4 à 8 | + 1/16 po (1,6 mm) | - 1/32 po (0,8 mm) |
Un fournisseur prouve sa fiabilité en testant la transparence. Les allégations creuses de qualité élevée ne signifient rien en ingénierie industrielle. Des usines réputées étayent leurs affirmations en utilisant des données de tests standardisées. Ils accueillent favorablement l’examen minutieux des équipes d’approvisionnement. Vous devez exiger des preuves empiriques pour chaque lot produit.
La norme impose des protocoles d’essais mécaniques spécifiques. Les fabricants doivent réaliser des essais de traction transversale ou longitudinale. Ces tests vérifient la résistance ultime à la traction. Ils confirment également la limite d"élasticité du matériau. Les usines doivent également effectuer des tests d’aplatissement sur les tubes sans soudure. Les tests d"aplatissement vérifient la ductilité du métal. Ils garantissent que l’intégrité structurelle reste intacte après un écrouissage.
Vous devez confirmer la méthodologie de test d"étanchéité du fournisseur. ASTM A312 exige soit des tests de pression hydrostatique, soit des tests électriques non destructifs (CND). Les tests hydrostatiques remplissent le tuyau avec de l"eau sous pression. Cela confirme physiquement que le composant peut maintenir la pression sans fuir. NDT utilise des technologies avancées de courants de Foucault ou d"ultrasons. Le CND détecte parfaitement les fissures microscopiques souterraines. Nous vous recommandons fortement de spécifier clairement votre méthode de test préférée. Placez cette exigence exacte directement dans votre bon de commande.
Le Mill Test Certificate (MTC) représente le document le plus critique. Vous devez rechercher un certificat EN 10204 3.1 valide. Ce document spécifique permet une traçabilité complète. Un MTC valide comprend plusieurs champs obligatoires :
Traçabilité explicite du numéro de chaleur directement liée à la fonte de l"acier.
Analyse chimique complète montrant les pourcentages exacts d’alliage.
Propriétés mécaniques vérifiées par des tests en laboratoire indépendant.
Dossiers de signature officiels confirmant la réussite des inspections visuelles et dimensionnelles.
La chaîne d’approvisionnement mondiale en acier fluctue constamment. La qualité des matériaux varie énormément selon les différentes régions de fabrication. Un contrôle adéquat en usine évite des résultats désastreux en matière d’approvisionnement. Vous évitez de recevoir des matériaux de qualité inférieure ou de qualité mixte. Des protocoles d’évaluation stricts empêchent également l’ingestion de canalisations certifiées contrefaites. Vous devez évaluer minutieusement les capacités techniques avant d’émettre une demande de devis (RFQ).
Utilisez cette liste de contrôle d’évaluation technique lors de la sélection des fournisseurs potentiels :
Approvisionnement en matières premières : demandez où ils achètent leurs matières premières. Les fabricants de premier plan utilisent des billettes de première qualité provenant d’aciéries très réputées. Des marques comme Tsingshan ou Baosteel proposent d’excellents métaux de base. Évitez que les fabricants fassent fondre de la ferraille non vérifiée.
Capacité de fabrication : demandez une liste complète des équipements. Vérifiez qu'ils possèdent des machines modernes d'étirage à froid ou de pèlerinage à froid. Assurez-vous que leurs machines répondent facilement à vos exigences spécifiques en matière de taille et de calendrier.
Inspections par des tiers (TPI) : exigez l’accès au TPI. Demandez s'ils autorisent SGS, TUV ou Lloyd's Register sur place. Ces agences inspectent les marchandises juste avant l'expédition. Si un fournisseur refuse l’accès au TPI, considérez cela comme un signal d’alarme massif.
Protocoles d'emballage : Renseignez-vous sur leur préparation à l'exportation. Le transit océanique expose le métal à de fortes embruns salins. Demandez comment ils protègent les extrémités biseautées. Ils doivent utiliser des bouchons en plastique épais. Nécessite un boîtier en bois robuste pour éviter la contamination de la surface et les dommages causés par le transport.
L’approvisionnement en composants industriels critiques nécessite une approche très disciplinée. Vous devez aller bien au-delà des simples comparaisons de prix à la tonne. Se concentrer uniquement sur les dépenses initiales conduit souvent à des pannes système désastreuses par la suite. Le succès de l"approvisionnement dépend entièrement de la précision des qualités et des tolérances dimensionnelles strictes. Vous devez exiger une documentation de test vérifiable pour chaque livraison.
Suivez ces prochaines étapes concrètes pour sécuriser votre chaîne d’approvisionnement. Tout d’abord, compilez de manière exhaustive vos exigences techniques exactes. Documentez le NPS, le calendrier, la qualité, la norme et la longueur de coupe requis. Deuxièmement, énumérez explicitement vos exigences de test et vos protocoles d’inspection préférés. Enfin, consolidez ces détails dans un document d’appel d’offres standardisé. Cette approche systématique garantit des comparaisons précises entre les fournisseurs. Il garantit à terme la sécurité à long terme de l’ensemble de votre infrastructure de transport de fluides.
R : Oui, ils peuvent être utilisés pour les appareils sous pression. Cependant, ils doivent être doublement certifiés ASME SA312. Cette désignation spécifique garantit que le matériau répond aux exigences strictes du Code ASME des chaudières et des appareils sous pression (BPVC). Vérifiez toujours cette double certification sur les documents d"essais officiels.
R : Les tuyaux sans soudure sont entièrement extrudés à partir d’une billette d’acier solide. Ils ne contiennent aucun cordon de soudure longitudinal. Cela offre un confinement à pression plus élevée et une résistance à la corrosion uniforme supérieure. Les tuyaux soudés sont formés à partir de bandes d"acier plates et soudés. Les options transparentes sont préférées pour les applications hautement critiques.
R : Il fournit un dossier de test juridiquement contraignant et entièrement traçable. Il provient du service de tests indépendant du fabricant. Il confirme que le lot de chaleur spécifique répond strictement à toutes les exigences chimiques et mécaniques définies par la norme. Vous ne pouvez pas vérifier l’intégrité matérielle sans ce document essentiel.
R : Vous devez passer au 904L lorsque vous manipulez de fortes concentrations d"acides agressifs. Il est idéal pour les environnements acides sulfuriques ou phosphoriques. Il excelle également dans des conditions sévères de chlorure. Dans ces scénarios extrêmes, le standard 316L reste très sensible aux piqûres rapides et à la fissuration par corrosion sous contrainte.


